STAF 線性滑軌

精度標準
| 精度項次 | 等級 | ||||
|---|---|---|---|---|---|
| 普通級 (N) | 高級 (H) | 精密級 (P) | 超精密級 (SP) | 極精密級 (UP) | |
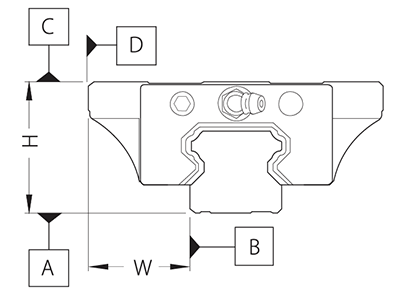
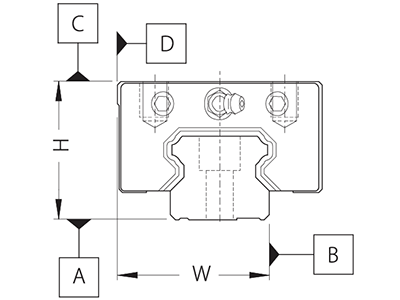
| 組合高誤差 (H) | ±0.1 | ±0.04 | 0 -0.04 | 0 -0.02 | 0 -0.01 |
| 組合寬誤差 (W) | ±0.1 | ±0.04 | 0 -0.04 | 0 -0.02 | 0 -0.01 |
| 成對高度相互誤差 (△ H) | 0.03 | 0.02 | 0.01 | 0.005 | 0.003 |
| 成對寬度相互誤差 (△ W) | 0.03 | 0.02 | 0.01 | 0.005 | 0.003 |
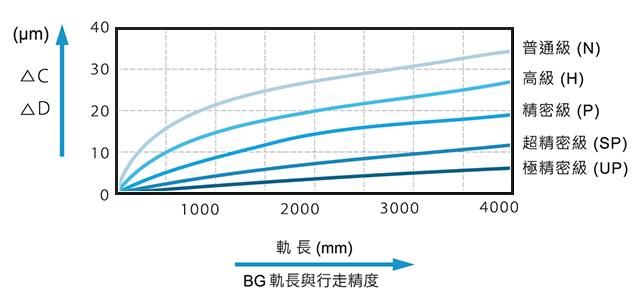
| 滑座 C 面對軌道 A 面的行走精度 | △ C 參考圖 BG 軌長與行走精度 | ||||
| 滑座 D 面對軌道 B 面的行走精度 | △ D 參考圖 BG 軌長與行走精度 | ||||
預壓選用
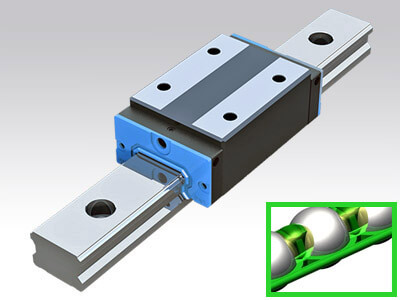
何謂預壓?線性滑軌使用時可能有剛性不足,產生間隙的狀況,可藉由加大滾動體直徑,使線性滑軌 產生内部負載,以提升整體剛性,消除局部間隙。
| 預壓等級 | 微間隙、零預壓 | 輕預壓 | 中、重預壓 |
|---|---|---|---|
| 使用狀況 | 衝擊小 兩軸並列使用 精度要求不高 滑動阻力小 往復負載較小場合 | 懸臂使用 單軸使用的場合 輕負載 高精度要求 | 衝擊大 局振動 重切削場合 |
| 應用範例 | 銲接機 切斷機 材料供應機構 刀具交換機構 一般機構 XY 軸 包裝機 | NC 車床 放電加工機 精密 XY 平台 一般加工機Z軸 工業用機械手臂 線路板打孔機 | 機械加工中心 NC 車床、銑床 磨床進給軸 刀具進給軸 |
增加預壓可減少振擺,減少產生往復運動慣性衝撃。但預壓增加也造成滾動體的内部負載。預壓愈大內部負載也愈大。所以選用計算需要將預壓力加入計算,而預壓增加減少也影響整體安裝難易度。所以預壓選用須考慮振擺對線軌壽命影響與預壓力對線軌壽命影響之間權衡取捨。
滑座規格編碼原則

- A
- 滑座類型
- BGX:非鏈帶型
- BGC:鏈帶型
- B
- 組裝高度
- H:高組裝
- S:低組裝
- X:特製組裝
- C
- 滑座規格:mm
- D
- 有無法蘭與類型
- BN:無法蘭/標準型
- BS:無法蘭/短型
- BL:無法蘭/長型
- BE:無法蘭/加長型
- FN:有法蘭/標準型
- FS:有法蘭/短型
- FL:有法蘭/長型
- FE:有法蘭/加長型
- E
- 滑塊數
- G
- 鑽孔分類
- L:沈頭孔
- C:反鑽孔組裝
- H
- 軌長
- I
- 精度
- N:普通級
- H:高級
- P:精密級
- SP:超精密級
- UP:極精密級
- J
- 預壓型
- ZF:微間隙
- Z0:零預壓
- Z1:輕預壓
- Z2:中預壓
- Z3:重預壓
- K
- 兩支平行使用
- F
- 防塵分類
- 端防塵 + 下防塵
- UU:端防塵
- SS:端防塵 + 下防塵 + 上防塵
- DD:雙防塵 + 下防塵
- ZZ:端防塵 + 下防塵 + 金屬刮刷片
- KK:雙防塵 + 下防塵 + 金屬刮刷片
- EE:雙防塵 + 下防塵 + 上防塵
- FF:端防塵 + 下防塵 + 上防塵 + 金屬刮刷片
- GG:雙防塵 + 下防塵 + 上防塵 + 金屬刮刷片 + LS
- F
- 含自潤組件(LS)
- AA:端防塵 + 下防塵 + LS
- UA:端防塵 + LS
- SA:端防塵 + 下防塵 + 上防塵 + LS
- DA:雙防塵 + 下防塵 + LS
- ZA:端防塵 + 下防塵 + 金屬刮刷片 + LS
- KA:雙防塵 + 下防塵 + 金屬刮刷片 + LS
- EA:雙防塵 + 下防塵 + 上防塵 + LS
- FA:端防塵 + 下防塵 + 上防塵 + 金屬刮刷片 + LS
- GA:雙防塵 + 下防塵 + 上防塵 + 金屬刮刷片 + LS